Маркировка электродов для сварки

Содержание
- Типы электродов с точки зрения метода сварки
- Виды и маркировка неплавящихся электродов
- Маркировка покрытых плавящихся прутков
- Типы электродов и обозначения покрытий
- Индексы толщины обмазки
- Диаметр покрытых электродов
- Положения при сварке, их обозначения и расшифровка
- Обозначения рода и полярности сварочного тока
- Особые индексы, указывающие на свойства наплавленного металла
- Пример расшифровки маркировки электродов для дуговой сварки
- Маркировка электродов по международному стандарту
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Типы электродов с точки зрения метода сварки
Исходя из технологии сварки и особенности электродов, их делят на две основные группы.
Неплавящиеся вольфрамовые электроды применяют при TIG. Они вводят горящую дугу в сварное соединение, но не плавятся. Шов заполняют металлом проволоки, подающейся со стороны.
Плавящиеся электроды используют при ММА. Они расплавляются во время сварки и заполняют шов металлом.
Виды и маркировка неплавящихся электродов
Неплавящиеся электроды для TIG производят из вольфрама. Они бывают чистыми или легированными оксидами редкоземельных элементов. От химического состава зависит область использования — род тока, на котором выполняют сварку, и свариваемые сплавы.
Буквенно-цифровая и цветовая маркировка сварочных электродов из вольфрама указывает на добавку и содержание оксида в %.
- W — вольфрам
- Т — торий
- Z — цирконий
- L — лантан
- C — церий
|
Маркировка |
Легирующий элемент |
Содержание в % |
Цветная маркировка |
Род тока |
Свариваемые стали и сплавы |
|
WP |
— |
— |
зеленый |
AC |
алюминий, магний и сплавы |
|
WT-4 |
торий |
0,4 |
голубой |
DC |
низколегированные и высоколегированные стали |
|
WT-10 |
1,0 |
желтый |
|||
|
WT-20 |
2,0 |
красный |
|||
|
WT-30 |
3,0 |
сиреневый |
|||
|
WT-40 |
4,0 |
оранжевый |
|||
|
WZ-3 |
цирконий |
0,3 |
коричневый |
АС |
магниевые сплавы |
|
WZ-8 |
0,8 |
белый |
|||
|
WL-10 |
лантан |
1,0 |
черный |
AC/DC, сварка на малых и больших токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
|
WL-15 |
1,5 |
золотистый |
|||
|
WL-20 |
2,0 |
синий |
|||
|
WC-20 |
церий |
2,0 |
серый |
AC/DC, сварка на малых и средних токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
Маркировка покрытых плавящихся прутков
Требования к маркировке таких электродов диктует ГОСТ 9466. Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
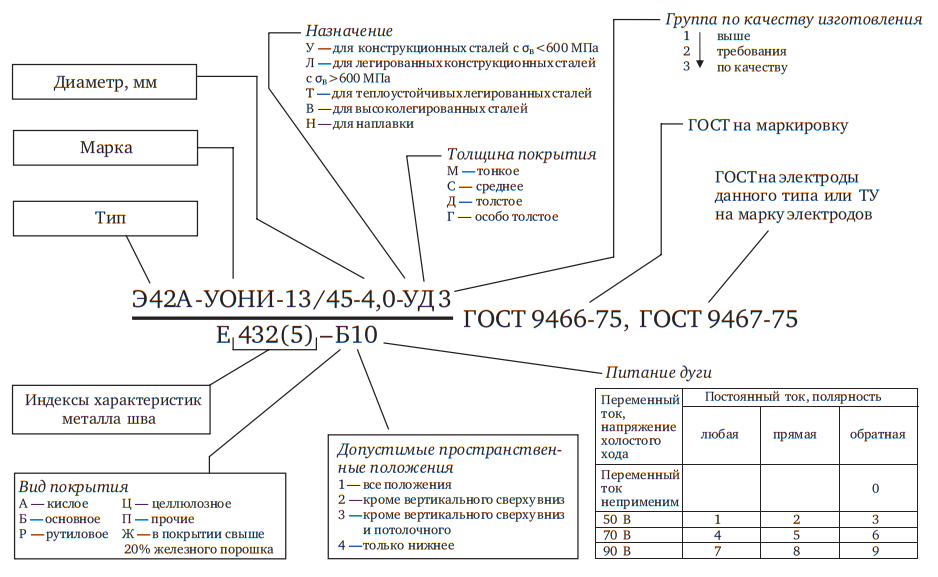
Типы электродов и обозначения покрытий
Электроды классифицируют по типу покрытия или обмазки. От его химического состава зависят особенности расплавления и капельного переноса металла, сварочные характеристики и назначение электрода, показатели качества наплавленного металла, допустимые позиции при сварке.
Маркировка типов плавящихся электродов по виду покрытия
|
Буквенное обозначение европейское/российское |
Покрытие |
|
А/А |
кислое |
|
В/Б |
основное |
|
R/Р и RR |
рутиловое и толстое рутиловое |
|
С/Ц |
целлюлозное |
|
RB/РБ |
рутилово-основное |
|
RC/РС |
рутилово-целлюлозное |
|
RA/РА |
рутилово-кислое |
|
S/П |
прочие типы |
Такое разнообразие покрытий есть у электродов для нелегированных сталей:
- Для высокопрочных сталей и особо ответственных конструкций выпускают электроды только с основным покрытием.
- Для нержавейки — рутиловые, основные и смешанные:
- рутилово-кислые для металлических изделий, работающих в агрессивной среде,
- рутилово-основные для жаростойких сплавов.
Назначение учитывают при маркировке по ГОСТ. Для этого используют буквенные индексы:
- У — низкоуглеродистые, углеродистые, низколегированные сплавы;
- Л — легированные стали;
- Т — теплостойкие или жаропрочные сплавы;
- В — высоколегированные нержавеющие стали;
- Н — упрочняющая, восстановительная наплавка.
Индексы толщины обмазки
В российской маркировке указывают и толщину обмазки, обозначая её буквенными индексами М, С, Д и Г — тонкая, средняя, толстая и очень толстая. У европейских производителей введено отдельное обозначение только для электродов с толстым рутиловым покрытием RR. Их используют, когда нужно получить швы повышенной прочности.
Диаметр покрытых электродов
Сила сварочного тока прямо пропорциональна толщине заготовки. Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Положения при сварке, их обозначения и расшифровка
Сварку выполняют в разных пространственных положениях. Из-за действия силы тяжести характер переноса и поведения расплавленного металла изменяется. Это нужно учитывать. Кроме того, от типа покрытия электрода зависят внешний вид шва и шлаковые характеристики. Именно поэтому некоторые типы электродов имеют ограничения в применении и подходят не для всех положений.
Есть несколько обозначений положений, принятых ГОСТ, ISO, НАКС, AWS. Например, для сварки листовых заготовок:
|
Положение/буквенное обозначение |
ГОСТ |
ISO |
НАКС |
AWS |
|
нижнее |
Н |
РА |
Н1 |
1G |
|
потолочное |
П |
РЕ |
П1 |
4G |
|
вертикальное на подъем |
В |
PF |
В1 |
3G и 3F для угловых швов |
|
вертикальное на спуск |
PG |
В2 |
||
|
горизонтальное |
Г |
РС |
Г |
2G |
|
нижнее |
Л («в лодочку») |
РА |
Н1 |
1F |
|
нижнее для угловых швов |
Н |
РВ |
Н2 |
2F |
|
потолочное для угловых швов |
П |
PD |
П2 |
4F |
Из-за отсутствия единой системы обозначений и чтобы облегчить расшифровку маркировки электродов производители часто указывают допустимые положения в упрощенном виде — рисунком или цифрами.
Например, так:
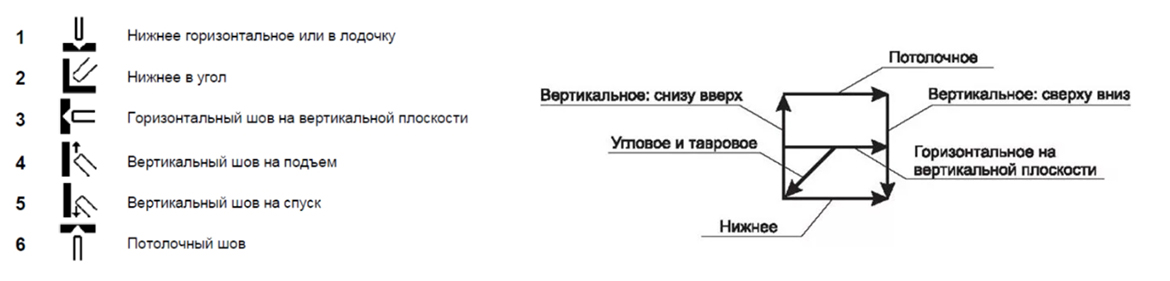
В российском стандарте для классификации и маркировки электродов используют цифровые обозначения:
- 1 — универсальны;
- 2 — можно использовать во всех положениях, исключая В2 или PG;
- 3 — предназначены для позиций РА, РВ и PF или Н1, Н2 и Г;
- 4 — подходят для положений РА или Н1 и «в лодочку».
Обозначения рода и полярности сварочного тока
Род и полярность сварочного тока указывают буквенным индексом или обозначают с помощью более привычных и известных символов. Например, ~ / = (+) или AC, DC +(-).
Цифровое обозначение встречается не всегда. По российским стандартам принято указывать информацию о полярности постоянного тока и напряжении холостого хода или OCV.
|
Обозначение |
Полярность |
OCV |
|
0 |
+ |
— |
|
1 |
+/- |
50 |
|
2 |
- |
|
|
3 |
+ |
|
|
4 |
+/- |
70 |
|
5 |
- |
|
|
6 |
+ |
|
|
7 |
+/- |
90 |
|
8 |
- |
|
|
9 |
+ |
Особые индексы, указывающие на свойства наплавленного металла
Характеристики основного металла должны достигаться и в металле шва. Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Свои группы индексов есть для прутков для упрочняющей, восстановительной наплавки (ГОСТ 10051), высоколегированных нержавеющих сплавов (ГОСТ 10052) и углеродистых, теплостойких сталей (ГОСТ 9467).
Пример расшифровки маркировки электродов для дуговой сварки
Маркировка расположена на задней стороне пачки. В качестве примера расшифровки можно взять электроды ОЗЛ-8.
Э-07Х20Н9-ОЗЛ-8-3.0-ВД
Е-2004-Б20
- 1 — тип Э-07Х20Н9
- 2 — марка ОЗЛ-8
- 3 — Ø 3 мм
- 4 — предназначен для нержавеющих сталей
- 5 — толстая обмазка
- 6 — контролируемые свойства металла шва
- 7 — основное покрытие
- 8 — допустимы все положения сварки, кроме вертикального на спуск
- 9 — DC +
Маркировка электродов по международному стандарту
Помимо маркировки по ГОСТ 9466 используют и другие. Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Е —1—2—3—4—5—6—7
1 — индекс предела текучести, прочности и растяжения металла шва
| Индекс | Предел текучести Н/мм2 | Прочность при растяжении Н/мм2 | Минимальное удлиннение при разрыве |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — температура, при которой при ударе появляется трещина
| Индекс | Температура развития трещины при энергии удара 47 Дж, 0С |
| Z | — |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — химический состав наплавляемого металла
Указывают символ основного легирующего элемента или элементов — Ni, Mn и Mo.
4 — тип обмазки
Условные обозначения соответствуют европейскому стандарту.
5 — род сварочного тока и эффективность переноса металла
| Индекс | Эффективность переноса, % | Род сварочного тока |
| 1 | до 105 | AC/DC |
| 2 | DC | |
| 3 | 105-125 | AC/DC |
| 4 | DC | |
| 5 | 125-160 | AC/DC |
| 6 | DC | |
| 7 | от 160 | AC/DC |
| 8 | DC |
6 — допустимые позиции при сварке
| Индекс | Положения сварки |
| 1 | Любые |
| 2 | Все, кроме PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — содержание водорода в металле шва
| Индекс | Количество водорода в металле шва мл/100г |
| H5 | 5 |
| H10 | 10 |
| H15 | 15 |
Аналогичны стандарты с условными обозначениями и маркировками ест и для других электродов, например для высокопрочных (ГОСТ Р ИСО 18275), жаростойких и коррозиооностойких (ГОСТ Р ИСО 3581).
Похожие статьи

Как расшифровать названия электродов?
Электроды являются необходимым материалом длявыполнения качественных сварочных работ. От правильного выбора электрода напрямую зависит прочность сварного соединения.

Сварка нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть определенные тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.

Как правильно вести электрод во время сварки
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.

Почему залипает электрод и как этого избежать
Рассматриваем причины, почему прилипают электроды при сварке, что делать в такой ситуации и как предупредить прилипание.

Как выбрать электроды для сварки
Залогом качественного выполнения сварки является правильных подбор электродов. Это делается с учетом требуемого диаметра, силы используемого тока и толщины обрабатываемого металла.

Цвета вольфрамовых электродов: как выбрать и для чего они используются
Рассказываем про назначение и маркировку вольфрамовых электродов по цветам, а также про их длину и диаметры, чтобы вам было легче выбирать расходные материалы.

10 лучших сварочных электродов
Мы подготовили краткий обзор самых лучших электродов для сварки ММА — он поможет вам сделать выбор по параметрам, отзывам и цене.

Сварка чугуна электродом в домашних условиях
Говорим о сложностях сварки чугуна электродом в домашних условиях: что вызывает затруднения, какие материалы и техники использовать для лучшего результата работы.
Рекомендуемые товары

Электрод вольфрамовый ESAB Tungsten WT-20 3.2 мм
| Марка | WT-20 |
| Страна производства | Швеция |
| Вид сварочных материалов | вольфрамовые электроды |
| Диаметр, мм | 3.2 |
| Тип сварочного тока | DC |
| Легирующий элемент | 2 % диоксид тория |
| Цвет | красный |

Электроды сварочные ТМУ-21У ЭЛЗ 4мм, 5кг
| Марка | ТМУ-21 |
| Страна производства | Россия |
| Сила тока при сварке, А | 100 – 170 |
| Вид сварочных материалов | электроды |
| Диаметр, мм | 4.0 |
| Тип сварочного тока | DC |
| Тип покрытия | основное |
| Предел прочности, МПа | 540 |
| Относительное удлинение, % | 20 |
| Предел текучести, МПа | 430 |
| Ударная вязкость, Дж/кв.см | 127 |
| ГОСТ | 9466-75, 9467-75 |
| AWS | E7015 |
| ISO | ISO 2560-A: E 42 0 B22 |
| Технические условия | ТУ 34 10.10172–91 |

Электроды по алюминию Capilla 60 Mn 4.0мм
| Страна производства | Германия |
| Сила тока при сварке, А | 80 – 120 |
| Вид сварочных материалов | электроды |
| Диаметр, мм | 4.0 |
| Длина, мм | 450 |
| Тип сварочного тока | DC |
| Предел прочности, МПа | 110 |
| Относительное удлинение, % | 20 |
| AWS | E3003 |

Электрод вольфрамовый Binzel WL-10 Черный 3.2 мм
| Марка | WL-10 |
| Вид сварочных материалов | вольфрамовые электроды |
| Диаметр, мм | 3.2 |
| Тип сварочного тока | AC/DC |
| Легирующий элемент | 1 % оксид лантана |
| Цвет | черный |