Как выбрать горелку для сварочного полуавтомата

Содержание
- Как устроена сварочная горелка
- Какие бывают типы горелок для полуавтоматов
- Как выбрать лучшую горелку для MIG/MAG сварки
- Как подключить горелку к полуавтомату и работать с ней
- Какие модели горелок мы рекомендуем
Сварочная горелка с кабелем и шланг-пакетом или рукавом — основной инструмент в работе. От того, насколько правильно она выбрана, зависят качество формирования шва, устойчивость к нагрузкам и ваше удобство. Эргономичная горелка должна обеспечивать комфорт во всех положениях и фактически быть «продолжением руки» сварщика.
Как правило, аппараты для полуавтоматической сварки продают с комплектом из горелки и шланга. Если её нужно сменить, или базовая комплектация сварочника «голая», подбирать модель придется самостоятельно, как и расходники к ней.
Знакомим вас с тем, как устроена сварочная горелка для полуавтомата, что учитывать при выборе модели и расходных материалов.
Как устроена сварочная горелка
Сварочная горелка состоит из нескольких элементов. Каждая деталь выполняет свою функцию:
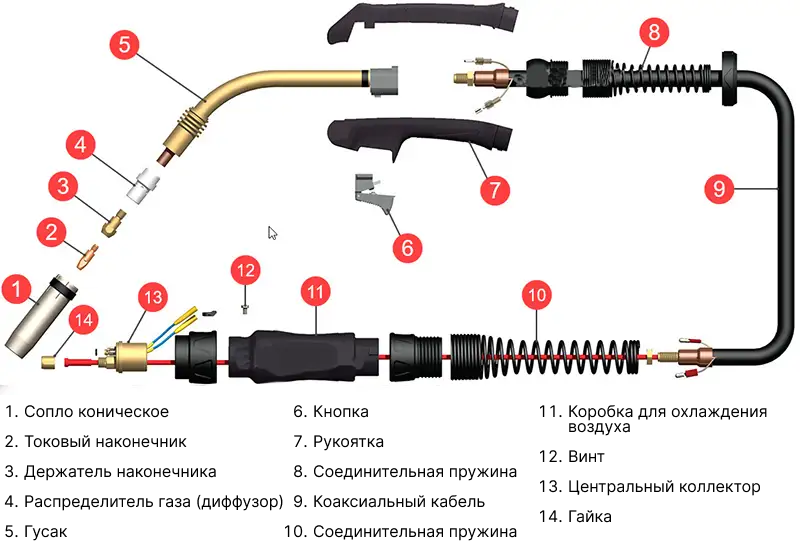
- Газовое сопло. Направляет, подводит защитный газ и создает среду, не допускающую контакта присадочной проволоки, дуги и расплавленного металла с воздухом.
- Контактный наконечник. Расположен в сопле, служит для передачи сварочного тока на проволоку, часть которой от наконечника до заготовки называют вылетом электрода.
- Гусак или шейка. Служит для подачи газа и проволоки к месту сварки, может быть поворотным и фиксированным.
- Рукоятка с курком. Позволяет манипулировать горелкой, начинать и останавливать сварочный процесс.
- Шланг-пакет или рукав. Включает в себя направляющий канал для подвода проволоки к горелке, газовый канал для углекислоты и смеси, сварочный кабель, которые заключены в одну оболочку.
При выборе горелки и сменных расходных элементов учитывают ряд факторов: от планируемых нагрузок до целей использования и свариваемых металлов.
Какие бывают типы горелок для полуавтоматов
Горелки для полуавтоматов различаются характеристиками, конструктивно и способом охлаждения.
Виды шеек
Сварочные горелки для полуавтоматов MIG оснащают прямыми и изогнутыми гусаками. Второй вариант удобнее, позволяет работать в труднодоступных местах и разных положениях.
Угол изгиба шейки может быть разным — 45, 50и 600. Корпус гусака бывает жестким и гибким. Последний вариант хорош, когда нужно заваривать детали в ограниченном, труднодоступном пространстве.
Технология охлаждения
Горелки подразделяют на воздушные самоохлаждающиеся и с водяным охлаждением.
Модели с воздушным охлаждением комплектуют рукавом со сварочным кабелем, направляющим и газовым каналом. Такие горелки охлаждаются сами за счет проходящего защитного газа и воздуха. Они рассчитаны на бытовые, полупрофессиональные и профессиональные аппараты, работу на сварочных токах до 500 А при ПВ до 60% и непродолжительные швы.
Модели с водяным охлаждением предназначены для более высоких нагрузок и промышленных аппаратов. Они оснащены шланговым пакетом, в который дополнительно входят каналы для циркуляции воды. Эти горелки можно использовать при сварке на токах до 600 А при ПН 100%.
Как выбрать лучшую горелку для MIG/MAG сварки
Помимо исполнения шейки и способа охлаждения обращаем внимание на параметры вашего сварочника и изнашивающиеся части горелки или расходные материалы.
Сварочный ток и ПН полуавтомата
При выборе учитывайте то, на каких токах вы планируете работать. Например, если в среднем это 80-160 А, то можно взять горелку с запасом по допустимой нагрузке до 180-200 А.
Обращайте внимание на ПН сварочника. Максимальная продолжительность рабочего цикла горелки не должна быть ниже, чем аппарата. Слишком высокая нагрузка приведет к ее перегреву.
Диаметр проволоки
Допустимый диаметр проволоки зависит от вашего аппарата. В зависимости от этого параметра подбирают контактный наконечник, который может быть рассчитан на проволоку от 0,6 до 2,4 мм.
Толщина свариваемых заготовок
От толщины металлов, с которыми вы будете работать, зависят диаметр проволоки, величина сварочного тока и диаметр газового сопла.
Сопло — сменный элемент. Чем больше его внутренний диаметр, тем выше токи, на которых вы можете сваривать, толще заготовки и шире швы.
Не забывайте о форме сопел. Для угловых швов подходят конические: с ними удобнее, можно уменьшить расход газа. В труднодоступных местах лучше работать удлиненными соплами, а сварку корневых проходов и кромок с узкой разделкой выполнять суженными или сильно коническими. Для обычных задач подходят стандартные цилиндрические.
Свариваемые металлы
Под свариваемые металлы вы подбираете проволоку, направляющий канал и наконечник.
Для стальной сплошной и порошковой проволоки вы берете стальной канал, под алюминиевую используете тефлоновый. Он уменьшает трение и обеспечивает беспроблемную подачу. Наконечник тоже должен соответствовать типу проволоки: омедненной и неомедненной, нержавеющей, алюминиевой и специальной.
Как подключить горелку к полуавтомату и работать с ней
Горелку подключают к сварочнику так, как указано в его инструкции. В современных аппаратах для неё есть панельная розетка с евроразъемом. Перед тем, как начать сварку, убедитесь, что направляющий канал, контактный наконечник и сопло соответствуют вашим задачам, диаметру и типу проволоки.
Не забывайте регулярно очищать сопло от брызг и продувать горелку сжатым воздухом, чтобы удалить загрязнения.
Как держать горелку полуавтомата зависит от ваших предпочтений, положения сварки, толщины и вида металла:
- углом вперед работают с тонкими заготовками, алюминием, легированными сталями и сверху вниз;
- углом назад сваривают толстые заготовки, углеродистые стали, работают снизу вверх и делают потолочные швы.
Горелку наклоняют под углом около 150 относительно перпендикуляра к шву.
Какие модели горелок мы рекомендуем
Чтобы вам было проще сделать выбор, мы подобрали несколько моделей сварочных горелок МИГ/МАГ.
Недорогая горелка для бытовых и полупрофессиональных работ. У неё воздушное охлаждение, хорошее сочетание габаритов и массы. Модель позволяет работать на токах до 180 А и делать без отрыва швы более метра, благодаря ПН 60%.
Самоохлаждающаяся горелка для стандартных производственных задач в гараже и мастерской. Рукав длиной 5 м обеспечивает мобильность. Допустимая нагрузка до 230 А и работа с проволокой до 1,2 мм дают возможность сваривать заготовки толщиной до 4 мм.
Доступная по цене производительная горелка с воздушным охлаждением. Она подходит для работы с бытовыми и полупрофессиональными аппаратами на токах до 180 А. ПН 60% достаточно, чтобы сваривать небольшие заготовки. Для горелки подходят расходники от других линеек. Рекомендации по подбору есть в инструкции.
Профессиональная горелка для повышенных нагрузок. Шланг-пакет защищен пружиной. Допустимая нагрузка 290 А при ПН 60% позволяет делать протяженные швы и работать с металлом 5-6 мм, в том числе с алюминием при установке соответствующих расходников.
Нужна помощь — обращайтесь к нашим консультантам. Они порекомендуют горелки для полуавтомата, в том числе с аргонодуговой сваркой, по техническим параметрам и цене.
Похожие статьи

Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
В данном статье расскажем все подводные камни сварки нержавейки полуавтоматическим сварочным аппаратом. Разберем преимущества и недостатки данной вида сварки, поговорим об особенностях, про использование газа, материалов и много другое. Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
")
Сварка алюминия аргоном (TIG)
Легкий пластичный алюминий и алюминиевые сплавы используются в строительстве, аэрокосмической промышленности, машино-, судо- и автомобилестроении — в конструктивных элементах, турбинах, кузовных и корпусных деталях, трансмиссиях. Аргонная сварка алюминия применяется при производстве и ремонте, позволяет получать чистые швы и надежные сварные соединения при разной толщине металла.

Как правильно сваривать полуавтоматом
Сварка полуавтоматом или МИГ/МАГ — универсальный метод. Она производительна, позволяет работать с высокой скоростью во всех положениях, экономична.
Рекомендуемые товары
")
Горелка MIG 15 (3 м, 180А)
| Страна производства | Китай |
| ПН, % | 60 |
| Сила тока, А | 180 |
| Тип охлаждения | воздушное |
| Тип сварочного тока | DC (постоянный) |
| Особенности | шарнирное основание |
| Диаметр проволоки, мм | 0,6 - 1,0 |
| Класс защиты | IP 3X |
")
Горелка MIG 25 (5м, 230А)
| Страна производства | Китай |
| ПН, % | 60 |
| Сила тока, А | 230 |
| Тип охлаждения | воздушное |
| Тип сварочного тока | DC (постоянный) |
| Особенности | шарнирное основание |
| Диаметр проволоки, мм | 0,8 - 1,2 |

Сварочный полуавтомат AuroraPRO OVERMAN 200
| Серия | OVERMAN |
| Гарантия производителя | 2 года |
| Напряжение питающей сети, В | 220 |
| Минимальное напряжение питающей сети, В | 190 |
| Частота питающей сети, Гц | 50 |
| Максимальный ток, А | 200 |
| ПВ на максимальном токе, % | 40 |
| КПД, % | 80 |
| Потребляемый ток, А | 35 |
| Класс товара | Профессиональный |
| Диапазон регулирования сварочного тока MIG, А | 50 - 200 |
| Диаметр проволоки, мм | 0.6 - 1.0 |
| Максимальный диаметр проволоки, мм | 1.0 |
| Напряжение холостого хода MIG, В | 42 |
| Потребляемая мощность MIG, кВА | 6.72 |
| Сварка порошковой проволокой | есть |
| Функция дожигания сварочной проволоки | есть |
| Тестовая продувка газа | есть |
| Смена полярности | есть |
| Сварка алюминия | есть |
| Класс защиты | IP 21S |
| Класс изоляции | F |
")
Сварочный полуавтомат Сварог REAL SMART MIG 200 (N2A5)
| Серия | REAL |
| Гарантия производителя | 5 лет |
| Напряжение питающей сети, В | 220 |
| Минимальное напряжение питающей сети, В | 120 |
| Частота питающей сети, Гц | 50 |
| Максимальный ток, А | 200 |
| ПВ на максимальном токе, % | 60 |
| Коэффициент мощности | 0,72 |
| КПД, % | 85 |
| Потребляемый ток, А | 30.9 |
| Диапазон регулирования сварочного тока MIG, А | 30 - 200 |
| Диаметр проволоки, мм | 0.6 - 1.0 |
| Максимальный диаметр проволоки, мм | 1.0 |
| Напряжение холостого хода MIG, В | 64 |
| Потребляемая мощность MIG, кВА | 6.8 |
| Сварка порошковой проволокой | есть |
| Функция дожигания сварочной проволоки | есть |
| Регулировка индуктивности | есть |
| Смена полярности | есть |
| Холостой прогон проволоки | есть |
| Диапазон регулирования сварочного тока ММА, А | 20 - 160 |
| Диаметр электрода MMA, мм | 1.5 - 4.0 |
| Максимальный диаметр электрода, мм | 4.0 |
| Напряжение холостого хода MMA, В | 64 |
| Потребляемая мощность MMA, кВА | 7.1 |
| Antistick | есть |
| Hot Start | есть |
| Регулируемый форсаж дуги | есть |
| Arcforce (форсаж дуги) | есть |
| Отключаемое VRD | есть |
| Диапазон регулирования сварочного тока TIG, А | 20 - 180 |
| Диаметр электрода TIG, мм | 1.6 - 3.2 |
| Максимальный диаметр электрода TIG, мм | 3.2 |
| Напряжение холостого хода TIG, В | 15 |
| Потребляемая мощность TIG, кВА | 5 |
| Цифровой дисплей | есть |
| Synergy | есть |
| Сварка алюминия | есть |
| Режим работы 2Т/4Т | есть |
| Класс защиты | IP 21S |
| Класс изоляции | H |
| Тип разъема для подключения к инвертору | ОКС 35-50 |